
It sometimes surprises customers that our Brinell test blocks cost a three-figure sum.
Well, it needs to be stated at the outset that using metals of incorrect hardness can have catastrophic consequences and a test block (more correctly, calibration block) is an important tool for those whose task it is to produce correctly hardened ones https://en.wikipedia.org/wiki/Eschede_derailment.
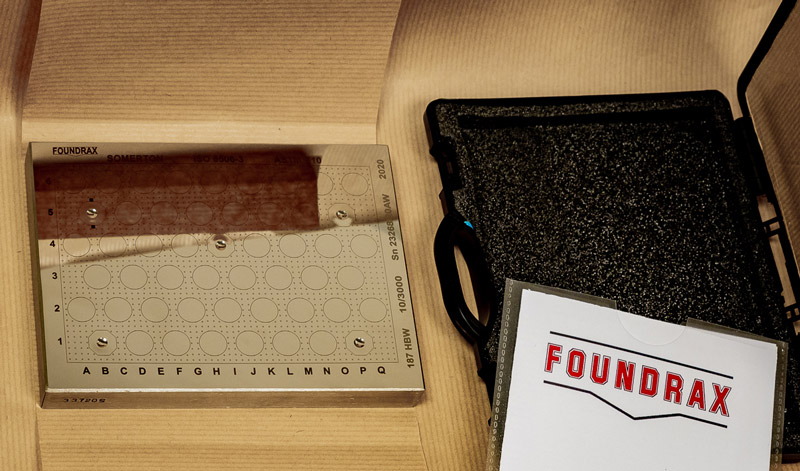
And the Brinell test blocks that customers receive from us looking like this; wrapped in corrosion-preventive paper and supplied in a protective case:
Actually first arrive at Foundrax’s workshop looking like this:

It took us years to develop a highly reliable method of producing steel of uniform hardness and, fortunately, Foundrax has long-standing partnerships with contractors who are prepared to work to our exacting standards. The ‘raw’ steel is not inexpensive and the process of supplying it to Foundrax’s specifications adds significantly to this, before we even begin ‘processing’ the blocks.
As I write this, the rough-looking block you see immediately above has just returned from stage one of the process: heat treatment. It’s corroded and flaking bits of rust and has arrived in a crate with 159 almost identical ones. All the blocks will be removed from the crate and have their surfaces wire-brushed and their top faces marked with an ‘X’. The marking assists the next contractor whose task is to plough-grind all the corrosion from the block faces, with the most intense grinding performed on the top face, as this will be the ‘reference’ surface.
The crate will return from the plough grinders in a few days’ time. All the blocks’ edges will be chamfered (a procedure that is not strictly necessary but which contributes significantly to an improved user experience) and the sides purged of surface contaminants.
The next stage is surface grinding. Less aggressive than plough grinding and performed to very much tighter tolerances, this leaves the blocks with parallel faces (a requirement of the International Standards Organisation) and a finish that is already good enough for indenting |(ie at this stage we actually have a usable Brinell test block). ‘Good enough’, however, has its drawbacks for workshop technicians so we proceed to lap the blocks then polish them to a mirror finish.
Straight after polishing a laser-etched grid is added to the upper face of the block to assist technicians in getting as many indentations onto the surface as possible without contravening regulations on the proximity of indentations to each other.
Each block will then have five indentations made in its surface by our ‘master’ Brinell machine and the diameter of these indentations will be measured photogrammetrically to sub-micron tolerances. Bespoke software will calculate the exact hardness from the mean of these measurements and a UKAS-compliant certificate will be generated that accompanies the block on its journey to the customer. The block will leave us looking like the one at the top.
Depending on frequency of use, each Brinell test block has a lifetime of up to five years. Please click here for our Brinell block range.
